یکشنبه, ۱۶ اردیبهشت, ۱۴۰۳ / 5 May, 2024
مجله ویستا
مقدمهای بر ریخته گری پیوسته : روشی توسعه یافته
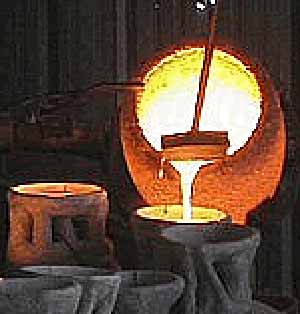
ریخته گری پیوسته توسط ماهیت حالت پایدار (Steady State) خود از دیگر فرایندهای انجماد متمایز می شود. فلز مذاب در مجاورت دیواره قالب منجمد می شود، در حالی که بطور همزمان، از کف قالب با سرعتی که فصل مشترک جامد/مایع در یک موقعیت ثابت با زمان تغییر نکند، دوباره باز پس گرفته شده و دوباره جامد، مایع می شود. این فرایند هنگامی که تمام جنبههای آن در حالت پایدار کار کنند، به بهترین وجه عمل می کند.
نسبت به دیگر فرایندهای ریخته گری، ریخته گری پیوسته عموماً هزینه سرمایه گذاری بالاتر اما هزینه اجرایی کمتری دارد. این فرایند پربازده ترین روش (چه از لحاظ هزینه و چه از لحاظ انرژی) برای تولید انبوه قطعات فلزی نیمه تمام با کیفیتی سازگار با انواع ابعاد و اشکال محسوب می شود. سطح مقطع قطعات می تواند مستطیلی، برای نورد بعدی و تبدیل آن به ورق یا صفحه، مربع یا دایره برای محصولات طویل، و حتی اشکال "استخوان سگی" برای نورد و تبدیل به تیرهای H یا L باشد.
انواع مختلف فرایند ریخته گری پیوسته وجود دارد. تعدادی از مهمترین فرایندها را نشان میدهد. ماشینهای عمودی، برای ریخته گری آلومینیم و برخی فلزات دیگر با کاربردهای خاص، بکار می روند. ماشینهای انحنادار، برای ریخته گری اکثر فولادها مورد استفاده قرار می گیرند و نیازمند خم کردن و یا راست کردن لایه در حال انجماد است. ریخته گری افقی ساختمان کوچکتری دارد و گاها برای فولادها و آلیاژهای غیر آهنی بکار می رود. در نهایت، ریخته گری تسمه نازک، به منظور به حداقل رساندن میزان نورد مورد نیاز، برای تولید محدود فولادها و فلزات دیگر استفاده می شود.
۱) ریخته گری پیوسته فولاد:
ریخته گری پیوسته، فرایندی نسبتاً جدید در دوره های تاریخی محسوب می شود. اگرچه ریخته گری پیوسته تسمه توسط بسمر (Bessemer) در سال ۱۸۵۸ مطرح شد، اما ریخته گری پیوسته فولاد تا دهه ۶۰ میلادی استفاده گسترده نیافت. تلاشهای اولیه مشکلات فنی زیادی داشت مانند "گسیختگی": لایه فولاد در حال انجماد به قالب می چسبد، پاره می شود و فولاد مذاب اجازه مییابد در تمام کف دستگاه پاشیده شود. این مشکل توسط ژانقانز (Junghans) در سال ۱۹۳۴ از طریق نوسان عمودی قالب (با استفاده از مفهوم "تسمه منفی" به این معنا که قالب سریعتر از لایه فولاد به سمت پایین بیاید تاچسبندگی اتفاق نیافتد) حل شد. بسیاری نوآوریها و پیشرفتهای دیگر، فرایند ریخته گری پیوسته را به فرایند پیچیده کنونی آن برای تولید بیش از ۹۰ درصد فولاد امروز جهان شامل فولاد کربنی ساده، آلیاژی و فولادهای زنگ نزن، تبدیل کرد.
در فرایند ریخته گری پیوسته فولاد، تغار، فولاد کافی را برای ایجاد یک جریان پیوسته تا قالب، حتی در حین تعویض پاتیلها که بطور دوره ای و متناوب از فرایند فولادسازی پر و آورده می شوند، نگه می دارد. همچنین تغار می تواند به عنوان ظرف تصفیه عمل کرده و ناخالصی های مضر را بصورت یک لایه سرباره شناور کند. اگر ذرات ناخالصی جامد اجازه یابند در محصول باقی بمانند، نقایص سطحی از قبیل "زخمک" ممکن است در حین عملیاتهای نورد بعدی تشکیل شود یا باعث تمرکز تنشهای درونی موضعی شود و در نهایت عمر خستگی را کاهش دهد. به منظور تولید محصولات با کیفیتتر، فولاد مذاب باید از قرار گرفتن در معرض هوا از طریق پوشش سرباره روی کل سطح مایع در هر ظرف و با بکارگیری نازلهای سرامیکی بین ظرفها، محافظت شود. اگر این اتفاق نیافتد، اکسیژن هوا با فولاد واکنش داده و ناخالصی های اکسیدی مضر تشکیل می شود.
در قالب، فولاد مذاب در مجاورت دیواره های قالب مسی بدون کف (غیر محدود) که به وسیله آب سرد می شود، منجمد شده و یک لایه جامد را تشکیل می دهد. قالب بصورت عمودی نوسان می کند تا چسبندگی لایه به دیواره قالب برطرف شود. قرارگیری نوردهای متحرک پایین تر از دستگاه از چسبیدن لایه جامد به دیواره در سرعتی که با جریان فلز در حال ورود مطابقت داشته باشد، جلوگیری می کند در نتیجه فرایند بصورت ایده آل در حالت پایدار پیش می رود. سرعت جریان مذاب توسط محدود کردن دهانه نازل ،بر اساس سیگنالی که از یک حسگر سطحی در قالب فرستاده می شود، کنترل می گردد.
بحرانی ترین قسمت فرایند انجماد اولیه در هلاله است جایی که نوک لایه منجمد شده به قالب و مذاب می رسد. اینجا، جایی است که سطح محصول نهایی ایجاد می شود و اگر مشکلاتی از قبیل تغییر سطحی اتفاق بیافتد، نواقصی مانند ترکهای سطحی می توانند شکل گیرند. برای اجتناب از این موضوع، روغن یا سرباره قالب به هلاله فولاد اضافه شده و در فاصله بین قالب و لایه جاری می شود. علاوه بر روانکاری سطح تماس، لایه سرباره قالب از فولاد در برابر هوا محافظت کرده، ناخالصیها را جذب کرده و عایق حرارتی ایجاد میکند.
زیر خروجی قالب، لایه نازک منجمد (با ضخامت ۶ الی ۲۰ میلیمتر) به عنوان ظرف عمل کرده و از مایع باقی مانده که بخش درونی لایه را ایجاد می کند، حفاظت می کند. پاشش آب یا هوا سطح لایه بین نوردهای پشتیبان را خنک می کند. نرخ سیلان پاشش برای کنترل دمای سطح لایه با حداقل گرم شدن دوباره تا جامد شدن کامل هسته مذاب تنظیم می شود. بعد از آنکه هسته کاملا منجمد شد (در "طول متالورژیکی" بار ریز که ۱۰ تا ۴۰ متر است)، شمش پیوسته با مشعل اکسی استیلن به تختال یا شمشال یا هر طول دلخواه دیگری بریده می شوند.
فرایندهای ریخته گری پیوسته مختلفی برای تولید مقاطعی با اشکال و ابعاد متفاوت وجود دارد. قالبهای سنگین چهار تکه صفحهای با صفحات سخت و محکم پشتیبان برای ریختهگری تختالهای بزرگ و مستطیلی (به ضخامت ۵۰ تا ۲۵۰ mm و عرض ۵/۰ تا ۲/۲ متر) که نورد شده و به ورق یا صفحه تبدیل می شوند، بکار می روند. قالبهای مشابهی نیز برای ریخته گری شمشه های با مقطع تقریبا مربع که سطح مقطع آنها تا ابعاد ۶۰۰×۴۰۰ mm میرسد، استفاده می شوند. قالبهای استوانه ای یک تکه برای ریختهگری شمشهای کوچک و مربعی (به ضخامت ۱۰۰ تا ۲۰۰ mm) که نورد شده و محصولات طویلتری مانند مفتولها، نبشیها، ریلها، میخها و محورها تبدیل میشوند، مورد استفاده قرار میگیرد. فرایند جدید ریختهگری تسمه با استفاده از نوردهای دوار بزرگ بعنوان دیواره های قالب برای انجماد ورقهای فولادی به ضخامت ۱ تا ۳ mm در حال توسعه است.
در هنگام ریختهگری مقاطع بزرگ مانند تختال، باید یک سری غلتک نورد لایه فولادی نرم بین خروجی قالب و طول متالورژیکی را پشتیبانی کند تا باد کردن یا Bulging دراثر فشار مذاب درونی به حداقل برسد. غلتکهای اضافی دیگری نیز برای وادار کردن لایه به راست شدن (از طریق انتقال از بخش انحنادار به بخش مستقیم و راست مسیر) لازم است. اگر پشتیبانی و تنظیم غلتک نورد کافی نباشد، منجر به بروز ترکهای داخلی و جدایی می شود. این عیوب حتی بعد از چندین نورد دیگر در عملیاتهای دیگر، در محصول نهایی باقی خواهد ماند، بنابراین کنترل فرایند ریخته گری از اهمیت زیادی برخوردار است.
فرایند فوق با بستن کف قالب با یک "میله کف بند " آغاز می شود. بعد از آنکه فلز به میزان کافی مانند یک قطعه ریخته گری معمولی تا نوکش منجمد شد، میله کف بند به آرامی از طریق دستگاه ریخته گری پیوسته پایین می آید و به حالت پایدار باز می گردد. سپس این فرایند بطور پیوسته از یک ساعت تا چند هفته ادامه می یابد تا وقتی که ذخیره فولاد به اتمام رسد و فرایند دوباره آغاز شود. حداکثر سرعت ریخته گری به میزان ۱ الی ۸ m/min برای اجتناب از مشکلات کیفیتی که عموما در سرعتهای بالاتر بدتر است، توسط طول مجاز هسته مذاب کنترل میشود.
بعد از آنکه فولاد بارریز را ترک کرد،دوباره تا دمای یکنواخت حرارت می بیند و با نورد به ورق، میله، ریل و اشکال دیگر تبدیل می شود. کارخانه های مدرن فولادسازی خط نورد خود را نزدیک به بارریز قرار میدهند تا از اتلاف انرژی حرارت دهی دوباره جلوگیری کنند. اطلاعات بیشتر در زمینه ریخته گری پیوسته فولاد در منابع دیگر یافت می شود. کاربرد مدلهای کامپیوتری برای درک و بهبود این فرایند در "بخش مدلها" بحث خواهد شد.
۲) ریخته گری نیمه پیوسته آلومینیم:
بیش از ۹۰ درصد آلیاژهای تجاری آلومینیم با دستگاههای ریخته گری عمودی نیمه پیوسته ریخته می شوند و نوعا بین ۰۵/۰ تا ۵/۰ m قطر سطح مقطع آنها است. این فرایند مشابه ریخته گری پیوسته فولاد است ولی تفاوت مهم آن این است که باید بصورت متناوب هنگامی که قسمت تحتانی شمش ریخته شده به کف چاله ریخته گری رسید، متوقف شود. تفاوتهای دیگر شامل سرعت آرامتر فرایند ریخته گری (۰۳/۰ تا ۱/۰ m/min)، که به کارهای جلوگیریکننده از بروز ترک داخلی نیاز دارد، و طول متالورژیکی کوتاهتر (۱/۰ تا ۱ متر) هستند.
دو روش معمول ریخته گری پیوسته آلومینیم سرد کردن مستقیم (Direct-chilll or DC) و فرایند الکترومغناطیسی (electromagnetic or EM) می باشند که توسط روشی که برای پشتیبانی مذاب در هلاله دارند از هم متمایز می شوند. فرایند DC از دیواره های قالب که با آب سرد می شوند (مشابه فرایند ریخته گری فولاد) استفاده می کند در حالی که فرایند EM نیروهای الکترومغناطیسی افقی را برای جدایی فلز از سطح دیواره قالب اعمال می کند. در هر دو فرایند، پوسته جامد اندکی زیر هلاله که در آن سطح با پاشش آب سرد می شود، چروکیده می شود. اطلاعات بیشتر در مورد ریخته گری پیوسته آلومینیم در منابع دیگر در دسترس است.
۳ )دیگر فرایندهای نوع ریخته گری پیوسته:
مس اغلب با استفاده از فرایندهای افقی و عمودی به منظور تولید شمشهای دایرهای برای فرایندهای اکستروژن، فورج، یا کشش سیم بعدی، بصورت پیوسته ریختهگری میشود. انواع مختلف فرایندهای ریختهگری پیوسته دیگر برای کاربردهای خاص وجود دارد. ذوب دوباره الکترو شیمیایی سرباره (ESR) و ذوب دوباره در قوس خلاء (VAR) دو شکل از روشهای ریخته گری پیوسته عمودی مورد استفاده برای فلزات غیر آهنی، سوپر آلیاژها و آلیاژهای خاص با قطر تا ۵/۱ متر می باشند. این فرایندها از وارد شدن ناخالصیهای اکسیدی جلوگیری کرده و ناخالصیهایی چون سولفورها را به منظور تولید فلزی با خلوص بالا با جدایش کم و نسبت به قطعات ریختگی پیوسته مرسوم با نواقص دیگر کمتر، خارج میکنند. محصولات آنها گرانتر هستند اما برای قطعات مهم و حساسی مانند قطعات مربوط به صنایع هوافضا مورد نیاز هستند.
برخی از مهمترین پدیده هایی که این فرایند را کنترل میکنند و کیفیت محصول را معین مینمایند در زیر آمده است:
جریان فولاد به درون قالب از طریق دریچه های نازل ورودی که معمولا منشعب هستند، انجام می شود. سرعتهای بالا عدد رینولدی بیش از ۱۰۰۰۰۰ ایجاد کرده و رفتاری کاملاً متلاطم دارند.
گاز آرگون برای جلوگیری از مسدود شدن نازل به درون آن تزریق می شود. حبابهای ایجاد شده، خاصیت شناوری و سبکی ایجاد می کنند که تاثیر زیادی هم در قالب و هم در نازل بر الگوی جریان دارد. آنها همچنین ناخالصیها را جمع کرده و می توانند عیوب سطحی جدی در محصول نهایی ایجاد کنند.
جریان مذاب در سطح آزاد بالایی قالب در کیفیت فولاد تاثیر زیادی دارد. سرعت افقی در طول فصل مشترک جریان را ایجاد کرده و انتقال حرارت را در لایه های فلاکس جامد و مایع که در سطح آزاد بالایی شناور هستند، کنترل می کند.
در ضخامت و طول محصول نهایی اختلاف در ترکیب زیاد به دلیل در هم آمیختگی بعد از تغییر درجه فولاد، ممکن است به وجود آید.
شیوا اسلامی
مرجع:
www.cc.me.uiuc.edu: سایت کنسرسیم ریخته گری پیوسته
مرجع:
www.cc.me.uiuc.edu: سایت کنسرسیم ریخته گری پیوسته
منبع : مجله گسترش صنعت





























































![2000 آزمون تیزهوشان: ریاضیات اول دبیرستان [1 و 2]](/mag/i/4/biv55.jpg)

























































































نمایندگی زیمنس ایران فروش PLC S71200/300/400/1500 | درایو …
دریافت خدمات پرستاری در منزل
pameranian.com
پیچ و مهره پارس سهند
تعمیر جک پارکینگ
خرید بلیط هواپیما
حسین امیرعبداللهیان سازمان همکاری اسلامی بنگلادش دولت انتخابات گامبیا حجاب مجلس شورای اسلامی جنگ دولت سیزدهم مجلس افغانستان
تهران سیل شهرداری تهران هواشناسی بارندگی سازمان هواشناسی باران یسنا فضای مجازی آتش سوزی هلال احمر سامانه بارشی
سلامت یارانه هوش مصنوعی خودرو قیمت خودرو قیمت دلار تورم قیمت طلا مسکن دلار بازار خودرو بانک مرکزی
تلویزیون دفاع مقدس صدا و سیما مهران غفوریان موسیقی صداوسیما سریال سینمای ایران سازمان صدا و سیما
اینترنت
غزه رژیم صهیونیستی فلسطین جنگ غزه روسیه آمریکا ترکیه امیرعبداللهیان اوکراین انگلیس نوار غزه ایالات متحده آمریکا
فوتبال پرسپولیس رئال مادرید استقلال سپاهان لیگ برتر باشگاه پرسپولیس بازی بارسلونا باشگاه استقلال علی خطیر جواد نکونام
اینستاگرام اپل ناسا عکاسی تبلیغات گوگل کولر
کبد چرب