دوشنبه, ۱۰ اردیبهشت, ۱۴۰۳ / 29 April, 2024
مجله ویستا
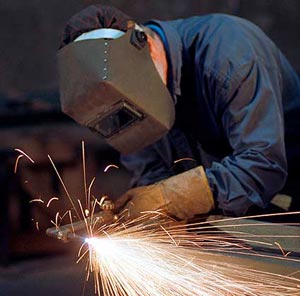
جوشکاری چند پاسه ( چند لایه ای ) و دمای بین پاسی

دمای میان جوش علاوه بر تأثیر بر روی آمادگی ایجاد ترک در فولادهای سخت شونده ، بر تنش های باقیمانده و انقباض نیز تأثیر می گذارد . همچنین اندازه دانه بندی ها را متأثر می سازد . این تأثیر در اجسامی که از فولاد کربنی ساخته می شوند اهمیت زیادی دارد.
الف) لایه اول تا دمای محیط سرد شده و سپس لایه دوم نشانده شده است . فقط قسمت کمی از دانه بندی های لایه اول در اثر حرارت لایه دوم ریزتر می شود .
ب) لایه دوم در دمای ۱۰۰۰F بود که لایه دوم بر روی آن نشانده شده ، قسمت بزرگی از لایه اول در اثر گرمای لایه دوم متأثر شده و دانه بندی آن ریزتر می شود .
ج) پس از آنکه لایه باریک اول به دمای زیر حد بحرانی رسید ، لایه سنگین دوم آنرا مجددا تا بالای حد بحرانی رسانده و تمام لایه اول را متأثر ساخته و دانه بندی ها را ریزتر می کند .
د) قبل از اینکه لایه اول از دمای بحرانی سرد شود لایه دوم بر روی آن نشانده می شود . بنابراین دانه بندیهای لایه اول بدون تغییر می ماند .
دیده می شود که فاصله زمانی بین نشاندن لایه های جوش بر روی میزان دانه بندی ریز شده تأثیر می گذارد . اگر لایه های جوش بلافاصله بعد از لایه قبلی نشانده شوند دانه بندی های جوش ریز نخواهند شد . اگر لایه جوش بعد از اینکه لایه قبلی تا دمای محیط سرد شود . نشانده شود ، نسبت به حالتی که لایه جوش قبلی هنوز گرم بوده ولی پایین تر از دمای بحرانی است و سپس لایه بعدی بر روی آن می نشیند ، دانه بندی ها را کمتر ریز می کند . اهمیت ریزتر شدن دانه بندی های لایه های متوالی جوش در مقدار ضربه شیار مشخص می شود . مقادیر کشش از پدیده ریز شدن دانه بندی لایه ها کمتر متأثر می گردد . ریز شدن دانه بندی ها معمولا برای مقادیر زیاد ضربه شیار فلز جوش خصوصا در دمای پایین مناسب است .
موقعی که الکترودهای بدون پوشش را با الکترودهای پوشش دار ، در زمینه تأثیری که بر روی ریز شدن دانه بندی فلز جوش می گذارند مقایسه کنیم ، به این نتیجه می رسیم که الکترودهای بدون پوشش نسبت به الکترودهای پوشش دار در انرژی کمی جوشکاری می شوند ( آمپر*ولت: ولتاژ قوس برای الکترودهای بدون پوشش در حدود ۱۸ و برای الکترودهای پوشش دار ۲۳ – ۲۵ می باشد ) ؛ در نتیجه الکترودهای پوشش دار ناحیه گرما دیده پهن تری ایجاد می کنند ( ناحیه ای که حداقل تا دمای بحرانی می رسند ) ، بعلاوه درباره پوشش الکترودها ، سرعت سرد شدن جوش را کاهش می دهد بطوری که دمای میان جوش لایه ها موقع نشستن لایه بعدی بیشتر از الکترودهای بدون پوشش می باشد .
این یک قانون کلی است که هر چه اندازه اولیه دانه بندی کوچک باشد بعد از گرم کردن مجدد آن تا بالای دمای بحرانی و سرد کردن تا پایین آن دما ، اندازه دانه بندی ها کوچکتر خواهد شد . لایه های کوچک جوش عموما دندریت های کوچکتری نسبت به لایه های بزرگ از خود نشان می دهند ، چون دندریت ها در لایه کوچک نمی تواند باندازه لایه بزرگ رشد کنند . همچنین یک لایه کوچک خیلی سریع تر سرد می شود . چون لایه کوچک قبل از ادامه جوشکاری دانه بندی کوچکی دارد پس از گرم شدن مجدد تا بالای دمای بحرانی نسبت به لایه بزرگ ، دانه بندی ریزتری خواهد داشت . بعلاوه ، ناحیه گرما دیده ای که در اثر جوشکاری لایه دوم ایجاد می شود در لایه کوچک بیشتر از لایه بزرگ گسترش عمقی خواهد داشت . بهر حال ، لایه کوچک خیلی سریع تر از لایه بزرگ سرد شده و موقع جوشکاری لایه بعدی دمای میان جوش آن ممکن است زیاد نباشد . اغلب در جوشکاری چند لایه ای سعی می شود تا ساختارهای با دانه بندی درشت در فلز پایه گرم شده حذف شوند . پس از آنکه شش لایه جوش در اتصال نشانده می شود با فرض اینکه لایه های متوالی با دانه بندی درشت را که بوسیله لایه ماقبل خود ایجاد شده اند تا بالای دمای بحرانی می رساند ، ممکن است فقط در فلز مجاور لایه های پنج و شش دانه بندی درشت وجود داشته باشد . اگر اندازه آخرین لایه جوش و دمای کل اتصال طوری باشد که محدوده ناحیه ای که توسط لایه هفتم تا بالای دمای بحرانی می رسد AA باشد ، دانه بندی های درشت فلز پایه که حاصل جوشکاری لایه های ۵ و ۶ هستند ریز نخواهند شد و مقدار ضربه شیار جوش حداکثر میزان خود را از دست خواهد داد . در شیاری که بوسیله پاشنه جوش عرضه می شود ساختاری با دانه بندی درشت خواهیم داشت .
آخرین لایه باید با انرژی کافی نشانده شود ( با در نظر گرفتن پیشگرمی فاصله زمانی بین لایه های پنج ، شش و هفت و اندازه لایه هفت ) تا بتواند ناحیه بحرانی را تا BB گسترش دهد . خاصیت عمده فلزات جوش با کربن کم آن است که دانه بندی درست حاصل نشده و ساختار ویدمن اشتیت تولید می شود . در اثر جوشکاری لایه هفت دانه بندی لایه های پنج و شش چندان درشت نخواهند شد .
گاهی اتفاق می افتد که کار جوشکاری یک جوش چند لایه ای به علت نبودن جوشکار ماهر متوقف می شود . اگر فولاد با دمای میان جوش که از حداقل تعیین شده بیشتر باشد جوشکاری شود در مورد تأثیر قطع شدن کار طبیعتا سؤالاتی مطرح می شود . برای مثال آیا می توان جوش را تا دمای محیط سرد کرد یا آیا دمای میان جوش باید رعایت شود ؟ جواب دادن به این سؤال در مورد فولادی که بعد از اتمام جوشکاری باید بلافاصله مورد عملیات حرارتی قرار می گیرد مشکل است . چندی پیش موضوع قطع کردن عملیات جوشکاری و حرارتی در مورد لوله های فولادی کرم مولیبدن توسط کمیته pipingand tubing انجمن جوشکاران آمریکا ( AWS ) مورد مطالعه قرار گرفت و نتیجه مطالعات و پیشنهادات آنها در گزارش کمیته فوق تحت شماره AWS – Dio.۸ و با عنوان (( جوشکاری لوله های فولادی کرم مولیبدن )) درج گردیده این گزارش عوامل مهمی را که باید در سیکل حرارتی و موقع ساخت لوله های با آلیاژ مخصوص و فولاد سخت شونده رعایت گردند بررسی کرده و پیشنهادات زیر را ارائه نموده است :
۱) سیکل حرارتی را برای فولادهای کرم مولیبدن با کرم کمتر از ۵/۲ % که با الکترودهای کم هیدروژن جوشکاری و نصب می شوند می توان قطع کرد.
۲) سیکل حرارتی را در فولادهای کرم مولیبدن با کرم کمتر و یا بیشتر از ۵/۲ % و با ضخامت کمتر از یک اینچ می توان قطع نمود بشرط آنکه جوشکاری با الکترودهای کم هیدروژن و روش کنترل شده انجام بگیرد .
در ضخامت های یک اینچ و بیشتر، پیشنهادی می شود که جوشکاری و عملیات حرارتی بطور متوالی و بدون فاصله زمانی صورت پذیرد و یا قبل از قطع عملیات، جوش اتصال مدت کوتاهی در دمای ۱۲۰۰-۱۳۰۰ f تابانیده شود .
۳) برای ضخامت کمتر از یک اینچ در صورتیکه قطع سیکل حرارتی مورد نظر باشد، ضخامت جوش نشانده شده قبل از قطع عملیات نباید از دو لایه یا از یک سوم ضخامت ( هر کدام که بیشتر باشد ) کمتر باشد . برای لوله های خیلی ضخیم حداقل ضخامت جوش ( قبل از قطع سیکل حرارتی ) ممکن است ¾ اینچ انتخاب شود.
هنگام برش فولادهای با کربن متوسط گاهی لازم است که از ایجاد ترک در آن جلوگیری به عمل آید . به جای پیشگرم کردن تمام ورق بهتر است که پیشاپیش مشعل برش و فقط در امتداد خط برش یک شعله تعبیه شود تا خط برش را تا دمای دلخواه برساند .
اگر پسگرمی مورد نظر باشد یک مشعل چند شاخه پشت مشعل برش تعبیه می گردد . مشعل پسگرمی بر روی سرعت گرم شدن قطعه در مقابل مشعل برش تأثیر نمی گذارد . مشعل پسگرمی با نگاه داشتن برش در دمای بالا برای مدت معین از سرد شدن سریع قطعه جلوگیری می کند .
پسگرمی با افزایش گرمای ورودی برش ، سرعت سرد شدن قطعه را کاهش داده و اگر مقدار آن کافی باشد از ایجاد ناحیه های سخت مارتنزیت جلوگیری می کند .
تأثیرات دیگر پسگرمی بی اهمیت است البته فرق عمده ای بین پسگرمی و پیشگرمی وجود ندارد به شرطی که پسگرمی قبل از سرد شدن قطعه تا دمای محیط انجام گیرد . اگر قطعه سرد شده باشد ممکن است مارتنزیت ایجاد شده و با ترک همراه باشد که در آنحال پسگرمی نیز بی فایده بوده و عیب را از بین نخواهد برد .
روح اله سیاهپوش
http://www.weld۴experts.blogfa.com
http://www.weld۴experts.blogfa.com




همچنین مشاهده کنید






































































































نمایندگی زیمنس ایران فروش PLC S71200/300/400/1500 | درایو …
دریافت خدمات پرستاری در منزل
pameranian.com
پیچ و مهره پارس سهند
خرید میز و صندلی اداری
خرید بلیط هواپیما
گیت کنترل تردد
خلیج فارس ایران مجلس شورای اسلامی آمریکا مجلس دولت شورای نگهبان حجاب بودجه دولت سیزدهم جمهوری اسلامی ایران مجلس یازدهم
شهرداری تهران هواشناسی تهران فضای مجازی قتل شورای شهر پلیس شورای شهر تهران سیل وزارت بهداشت سازمان هواشناسی پایتخت
قیمت دلار ایران خودرو خودرو قیمت خودرو دلار بازار خودرو مالیات بانک مرکزی قیمت طلا سایپا مسکن تورم
تلویزیون سریال رسانه تئاتر موسیقی سینما سینمای ایران فیلم بازیگر کتاب قرآن کریم رسانه ملی
شورای عالی انقلاب فرهنگی سازمان سنجش انتخاب رشته باتری
رژیم صهیونیستی اسرائیل غزه فلسطین جنگ غزه حماس روسیه عربستان اوکراین نوار غزه ترکیه عراق
استقلال فوتبال پرسپولیس تیم ملی فوتسال ایران فوتسال سپاهان بازی تراکتور لیگ برتر انگلیس جام حذفی آلومینیوم اراک باشگاه پرسپولیس
اپل اینستاگرام همراه اول ایلان ماسک امارات گوگل تبلیغات آیفون ایرانسل فناوری سامسونگ ناسا
مواد غذایی سازمان غذا و دارو خواب دیابت سلامت روان پزشکی قانونی بارداری مالاریا دندانپزشکی